

Gray cast iron finishing has long been fraught with difficulties. Deburring is a major headache, as the material often leaves stubborn burrs that are hard to remove. Surface defects are also common, which can significantly affect the quality of the finished product. Moreover, traditional resin grinding wheels have their own set of problems. They wear out quickly, with a typical lifespan of only about 20 - 30 hours of continuous use, and lack the necessary sharpness to achieve high - precision finishing.

UHD Superhard Material Tools Co., Ltd. has introduced a new solution - the diamond grinding disk. This product uses a metal vacuum brazing process. The hardness of the diamond grinding disk is significantly improved compared to traditional resin wheels. It can reach a Rockwell hardness of around HRA 90 - 92, while traditional resin wheels usually have a hardness of only HRA 70 - 75. The wear resistance is also greatly enhanced. Tests show that the diamond grinding disk can last up to 100 - 120 hours of continuous use, which is 4 - 6 times longer than traditional resin wheels.
In the process of deburring gray cast iron, the diamond grinding disk shows excellent performance. It can remove burrs at a high - speed and stable rate. For example, in a certain mechanical manufacturing factory, the traditional resin wheel took about 15 - 20 minutes to deburr a single gray cast iron part, while the diamond grinding disk reduced this time to only 5 - 8 minutes. In terms of surface quality, the diamond grinding disk can achieve a surface roughness of Ra 0.8 - 1.6μm, which is much smoother than the Ra 3.2 - 6.3μm achievable by traditional wheels.
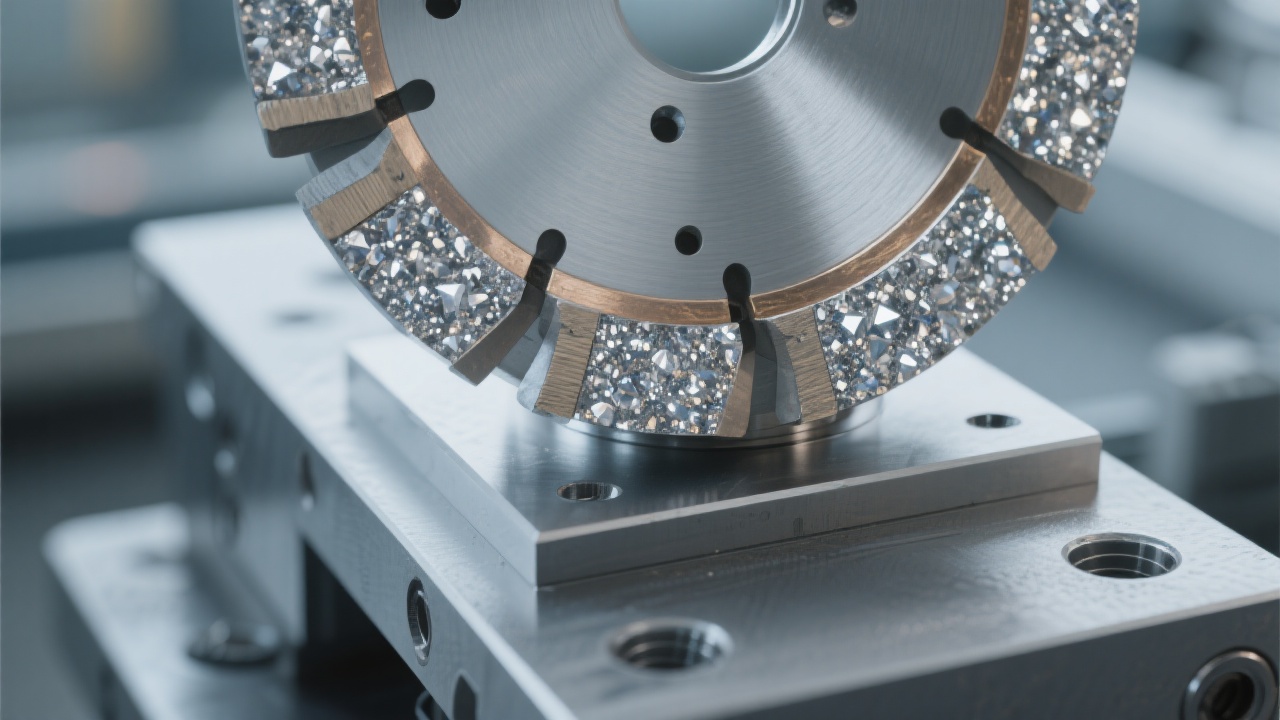
The extended tool life of the diamond grinding disk is mainly due to the strong bonding between the diamond and the metal matrix through the vacuum brazing process. This bonding prevents the diamond from falling off prematurely during the grinding process. Different geometric shapes of the grinding disk also have an impact on cutting stability. For example, a disk with a special spiral groove design can improve chip removal and reduce the risk of clogging, thereby enhancing cutting stability.
To achieve the best processing efficiency and surface finish, proper parameter settings are crucial. For the diamond grinding disk, a reasonable rotational speed is usually between 3000 - 4000 rpm, and the feed rate should be set at 0.05 - 0.1 mm/r. These settings can ensure both high - speed material removal and a smooth surface finish.
In actual processing, some operation skills can further improve the performance of the diamond grinding disk. For example, pre - heating the grinding disk slightly before use can reduce thermal stress. Regular maintenance, such as cleaning the disk surface after each use, can also extend its service life. In case of problems, such as abnormal noise or reduced cutting performance, users can refer to the troubleshooting guide provided by UHD. If the problem persists, they can contact our technical support team for free consultation.

Looking ahead, the diamond tool in the gray cast iron finishing field is expected to see more technological advancements. For example, the development of new diamond materials with even higher hardness and wear resistance, and the improvement of the brazing process to further enhance the bonding strength. UHD is committed to staying at the forefront of these technological trends and continuously providing users with more advanced products.
If you are facing challenges in gray cast iron finishing and want to learn more about our advanced diamond grinding disks, don't hesitate to contact us for free technical support. Our team of experts is ready to assist you in solving your processing problems and improving your production efficiency.


 446
|
446
|
 diamond saw blade chipping
gray cast iron cutting
thermal stress control
cutting parameter optimization
foundry machining
275
|
Diamond saw blade chipping
Gray cast iron cutting process optimization
Saw blade thermal stress control
Cutting parameter setting guide
Foundry cutting solutions
398
|
diamond saw blade monitoring
intermittent cutting techniques
saw blade performance testing
superabrasive tool maintenance
cutting efficiency optimization
209
|
diamond saw blade chipping
gray cast iron cutting
thermal stress control
cutting parameter optimization
saw blade maintenance
diamond saw blade chipping
gray cast iron cutting
thermal stress control
cutting parameter optimization
foundry machining
275
|
Diamond saw blade chipping
Gray cast iron cutting process optimization
Saw blade thermal stress control
Cutting parameter setting guide
Foundry cutting solutions
398
|
diamond saw blade monitoring
intermittent cutting techniques
saw blade performance testing
superabrasive tool maintenance
cutting efficiency optimization
209
|
diamond saw blade chipping
gray cast iron cutting
thermal stress control
cutting parameter optimization
saw blade maintenance
 392
|
customized diamond grinding wheels for cast iron
diamond wheel selection guide
gray cast iron deburring solutions
precision machining tool design
high-speed cast iron grinding discs customization
392
|
customized diamond grinding wheels for cast iron
diamond wheel selection guide
gray cast iron deburring solutions
precision machining tool design
high-speed cast iron grinding discs customization








.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)

.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)
.png?x-oss-process=image/resize,m_fill,h_400,w_400/format,webp)


