

In precision manufacturing, gray cast iron remains a top choice for engine blocks, brake components, and industrial housings due to its excellent vibration damping and wear resistance. Yet, machining it efficiently is no easy task — especially when surface finish and dimensional accuracy matter.
Traditional tools like high-speed steel (HSS) or carbide often fail under the abrasive nature of graphite flakes in gray cast iron. These flakes act as micro-cutting edges that accelerate tool wear. Studies show that standard carbide inserts experience up to 40% faster wear rate compared to diamond-coated alternatives during fine grinding operations.
Moreover, poor chip control leads to burr formation — a major issue in automotive and aerospace applications where tolerances are tight. In one case study from a German OEM supplier, burr-related rework accounted for nearly 12% of total production costs before switching to advanced diamond tools.

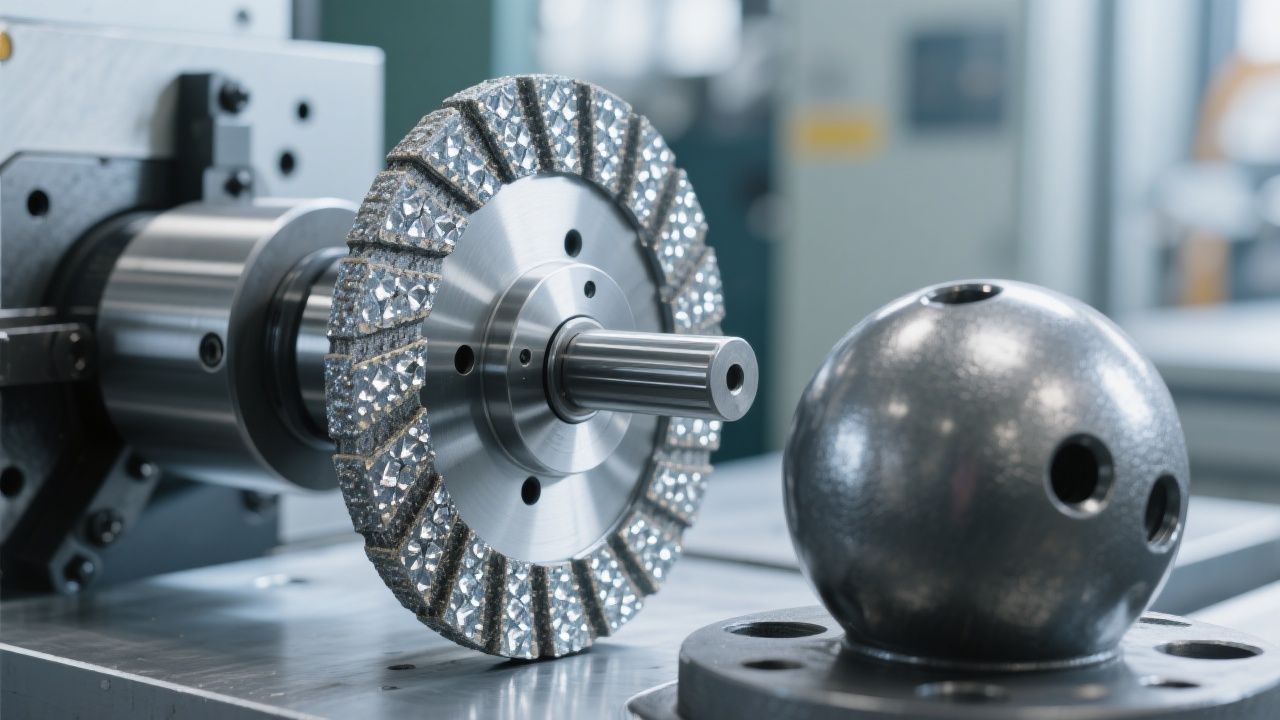
At UHD, we’ve engineered our metal vacuum brazed diamond grinding wheels to tackle these challenges head-on. By bonding synthetic diamonds directly to a tungsten carbide substrate using vacuum brazing technology, we achieve a bond strength exceeding 350 MPa, ensuring minimal grain loss even at high speeds.
This method not only boosts tool life by up to 3x over conventional solutions but also enables consistent surface finishes below Ra 0.8 µm — critical for sealing surfaces in hydraulic systems and gearboxes.
Not all diamond tools are created equal. The geometry of the cutting edge plays a crucial role in stability. For example, a negative rake angle reduces vibration in thin-wall castings, while a positive rake improves chip evacuation in deep cavity milling.
UHD offers customizable geometries based on your specific part design — whether it's a complex cylinder head or a simple flange. Our engineers work closely with clients to optimize both tool shape and process parameters for maximum efficiency.
Even with superior tools, improper settings can negate benefits. For gray cast iron, optimal RPM typically ranges between 1,200–2,500 depending on material hardness and depth of cut. Feed rates should be kept between 0.05–0.15 mm/rev to prevent excessive heat buildup and premature wear.
We provide detailed parameter guides tailored to your machine type — CNC lathes, grinders, or milling centers — backed by real-world data from over 50 successful implementations across Europe, North America, and Asia.
Regular dressing of the diamond wheel maintains sharpness and prevents glazing. We recommend scheduling maintenance every 8–12 hours of continuous operation. Also, always use coolant with a flow rate of at least 20 L/min to reduce thermal stress and extend tool life.
Get expert guidance, customized diamond tooling, and fast technical support — all backed by UHD’s commitment to precision and reliability.
Explore UHD Diamond Solutions Today

 366
|
366
|
 gray cast iron machining
diamond grinding wheel
surface finish optimization
tool life extension
vacuum brazed diamond tools
gray cast iron machining
diamond grinding wheel
surface finish optimization
tool life extension
vacuum brazed diamond tools
 376
|
diamond saw blade chipping
grey cast iron cutting optimization
saw blade thermal stress control
cutting parameter settings
foundry cutting solutions
376
|
diamond saw blade chipping
grey cast iron cutting optimization
saw blade thermal stress control
cutting parameter settings
foundry cutting solutions
 134
|
custom diamond grinding wheel
cast iron machining efficiency
crankshaft grinding solution
chip removal groove design
automotive component grinding
134
|
custom diamond grinding wheel
cast iron machining efficiency
crankshaft grinding solution
chip removal groove design
automotive component grinding
 356
|
diamond grinding disc
gray cast iron machining
metal vacuum brazed tools
cutting efficiency improvement
superhard material tools
356
|
diamond grinding disc
gray cast iron machining
metal vacuum brazed tools
cutting efficiency improvement
superhard material tools
 81
|
diamond saw blade performance testing
extreme environment cutting tools
on-site blade wear diagnosis
UHD diamond blades
industrial cutting efficiency optimization
81
|
diamond saw blade performance testing
extreme environment cutting tools
on-site blade wear diagnosis
UHD diamond blades
industrial cutting efficiency optimization








.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)


.png?x-oss-process=image/resize,m_fill,h_400,w_400/format,webp)
.png?x-oss-process=image/resize,m_fill,h_200,w_200/format,webp)





