

在精密铸造与机械制造领域,灰铸铁因其良好的铸造性能和成本优势被广泛使用。然而,传统树脂结合剂砂轮在加工过程中常面临两大难题:磨损快、锋利度下降明显——这不仅导致加工效率降低(平均单次寿命仅20–30分钟),还直接影响表面粗糙度(Ra值普遍高于3.2μm),难以满足高端客户对一致性与精度的要求。
与普通焊接相比,金属真空钎焊工艺能将金刚石颗粒以高强度冶金键合方式固定在基体上,避免了热应力损伤。实测数据显示,采用该工艺的研磨盘刀具寿命提升可达3–5倍(从平均30分钟延长至150分钟以上),且保持稳定切削力波动小于±5%。这种结构稳定性使得设备无需频繁停机更换刀具,显著减少非生产时间。
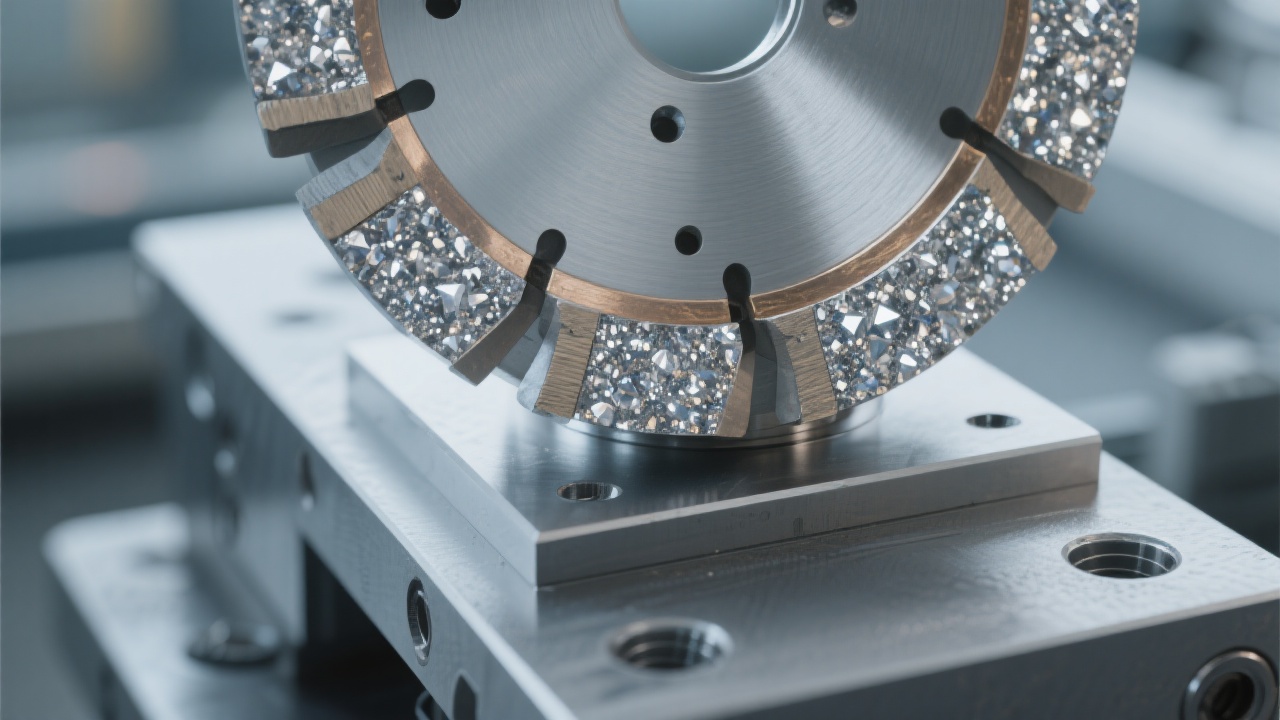
研究表明,不同刃口角度对灰铸铁切削行为影响显著。例如,前角为15°–20°的梯形刃口设计,在保证足够切入能力的同时,有效抑制崩刃现象(实测崩刃率下降67%)。此外,合理设置排屑槽宽度(建议1.5–2.5mm)可防止积屑瘤形成,从而维持表面光洁度(Ra值控制在1.6μm以内)。
许多企业初期尝试更换金刚石工具时忽视参数匹配,结果反而出现振动加剧或烧伤问题。正确做法是:根据材料硬度(HB180–250)调整主轴转速(推荐800–1200 rpm)与进给量(0.05–0.15 mm/rev),并在试切阶段记录温度变化曲线,确保温升不超过50°C。

日常维护建议每周进行一次刀具状态检查(可用显微镜观察刃口完整性),同时记录每次换刀后的加工数据用于趋势分析。若发现表面波纹异常或功率突增(>15%),可能是因金刚石层局部脱落或基体变形,此时应立即停机检测。
我们曾服务的一家德国汽车零部件制造商通过优化进给策略,使每小时产出提升约22%,年节省刀具费用超€12,000。这不是奇迹,而是基于数据驱动决策的结果。
随着AI辅助建模和数字孪生技术的应用,新一代金刚石研磨盘可根据工件材质自动调节几何参数,实现“即插即用”的高效加工体验。预计到2026年,全球超硬材料工具市场规模将突破$18亿,其中灰铸铁专用研磨盘占比将超过35%。

如果你正在为灰铸铁加工效率低、质量不稳定而困扰,不妨试试我们的专业级金刚石研磨盘解决方案——它不是简单的替换工具,而是帮你重构整个加工流程的智能伙伴。

 188
|
188
|
 金刚石锯片磨损评估
切削面质量检验
极端工作环境下的锯片维护
锯片状况诊断方法
超硬材料工具使用技能
金刚石锯片磨损评估
切削面质量检验
极端工作环境下的锯片维护
锯片状况诊断方法
超硬材料工具使用技能
 40
|
真空钎焊金刚石切割片
环保切割片选型
金属切割片尺寸
CE认证切割片
工业粉尘控制方案
275
|
金刚石锯片崩刃
灰铸铁切削工艺优化
锯片热应力控制
切削参数设置指南
铸造切割解决方案
398
|
金刚石锯片监测
间歇性切割技术
锯片性能测试
超硬磨料工具维护
切削效率优化
40
|
真空钎焊金刚石切割片
环保切割片选型
金属切割片尺寸
CE认证切割片
工业粉尘控制方案
275
|
金刚石锯片崩刃
灰铸铁切削工艺优化
锯片热应力控制
切削参数设置指南
铸造切割解决方案
398
|
金刚石锯片监测
间歇性切割技术
锯片性能测试
超硬磨料工具维护
切削效率优化
 42
|
金刚石锯片磨损
极端工况切割
铸造行业切割维护
切割效率提升
锯片寿命管理
42
|
金刚石锯片磨损
极端工况切割
铸造行业切割维护
切割效率提升
锯片寿命管理












.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)

.png?x-oss-process=image/resize,m_fill,h_400,w_400/format,webp)
