





从经验到数据驱动:灰铸铁精加工中金刚石工具参数设置实战分享
在机械制造与精密铸造领域,灰铸铁的高效精加工一直是技术难点。传统采用树脂结合剂砂轮片虽然应用广泛,但存在刀具寿命短、加工稳定性差等问题,严重制约加工效率与表面质量的提升。面对行业不断推动的高精度、高产能需求,金属真空钎焊金刚石砂轮片的出现成为变革的关键节点,本文将基于实际案例和权威数据,深入解读金刚石工具在灰铸铁精加工中的技术优势及关键参数优化策略,助力产业迈向数据驱动的智能加工时代。
行业背景与技术痛点定位
根据2023年机械制造行业报告,灰铸铁零件占据精密铸造件市场比例超过40%。其高硬度与脆性使传统树脂结合剂砂轮在加工中出现磨损速度快、热损伤严重、表面缺陷频繁等痛点,导致生产周期拉长、报废率高达8%-12%。这不仅增加了企业成本,也限制了技术升级步伐。针对这些挑战,研发更耐磨、加工稳定的金刚石砂轮成为提升竞争力的核心方向。
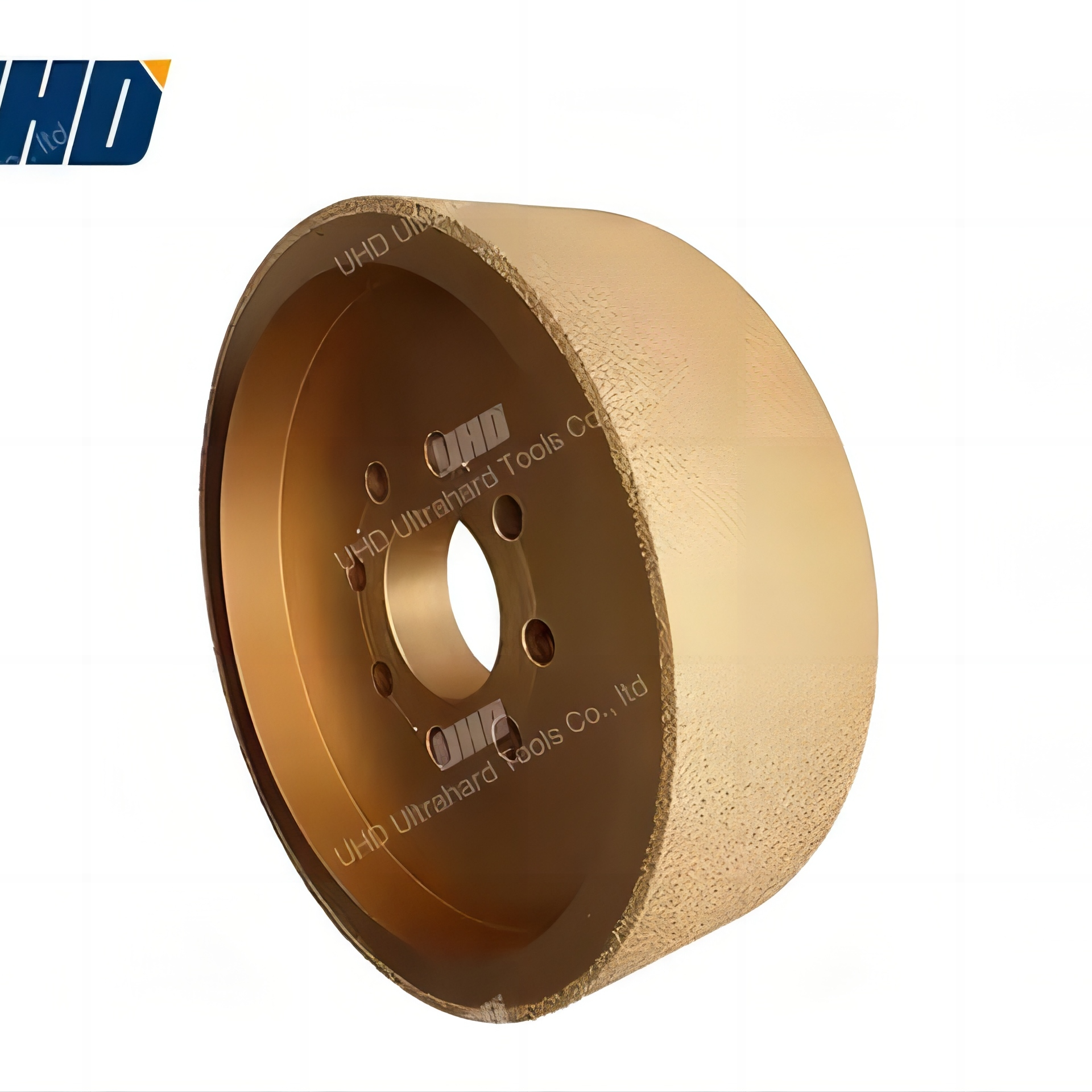
金属真空钎焊金刚石砂轮的革新优势
采用金属真空钎焊工艺制备的金刚石砂轮片,比传统树脂结合剂砂轮硬度提升约35%,耐磨性能提升超过40%。该工艺能保证金刚石立方体晶粒在基体中紧密结合,极大提升刀具寿命与加工稳定性。通过抗热裂纹设计,实现转速提升30%而无裂纹风险,有效适应高速精加工要求,满足现代机械制造不断提升的表面粗糙度标准(Ra ≤0.4μm)。
刀具寿命与几何形状对加工稳定性的深度解析
刀具寿命延长30%-50%,主要得益于钎焊技术减少了砂轮片颗粒的脱落率。对比不同几何形状,平面型与凹面型金刚石砂轮在震动抑制和切削力分布方面表现差异显著。案例数据显示,特定凹面结构刀具能减少侧向振动近20%,提升表面精度达15%。合理选择几何形状,实现切削稳定性与刀具寿命的最佳匹配,是提高整体加工品质的关键。
关键加工参数的优化实践
转速和进给量对加工效率与成品质量影响巨大。调研表明,针对灰铸铁精加工,转速应控制在3200~3700 rpm区间,过高会引起热变形,过低则效率下降15%。进给量建议设置为0.035~0.05 mm/rev,在此区间内加工表面粗糙度最低,同时刀具磨损率减半。通过监测振动信号与切削力曲线,实时调整参数,实现加工过程稳定可靠。这种从经验向数据驱动转变的方式,能显著提升生产可控性和降低人为操作差异。
参数调节及维护保养经验分享
实战中,定期对砂轮进行动态平衡校正和夹持装置润滑,能防止非正常震动导致的刀具早期失效。参数微调方面,每增加0.005 mm/rev进给量,应同时调整转速降低约100 rpm,避免加工热量过高。同时,采用分阶段切削策略,有助于延长刀具寿命10%以上。结合智能监测系统,及时预警刀具异常,提升维护效率和生产安全性。

行业未来趋势与技术创新展望
结合人工智能与大数据分析,金刚石工具加工参数将实现智能自适应调节,进一步缩短调试时间、提升加工质量。材料科学新突破预计将在金刚石颗粒表面钝化处理及基体复合材料方向取得进展,实现更高耐磨性的同时兼顾韧性。目前多家权威机构和科研院校正在推动相关标准制定,预计未来3-5年内,金刚石砂轮在高难度精密铸造领域的市场占有率将提升25%以上。

技术互动与免费支持
如果您在灰铸铁精加工中遇到金刚石工具参数调节的难题,或希望获得个性化技术方案,欢迎留言提问。我们提供免费专家咨询服务,助您把控每一道工序细节,确保生产稳定与高品质输出。点击下方按钮,立即开启您的智能加工之旅!
探索先进金刚石砂轮片解决方案
.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)

.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)





.png?x-oss-process=image/resize,m_fill,h_400,w_400/format,webp)





