

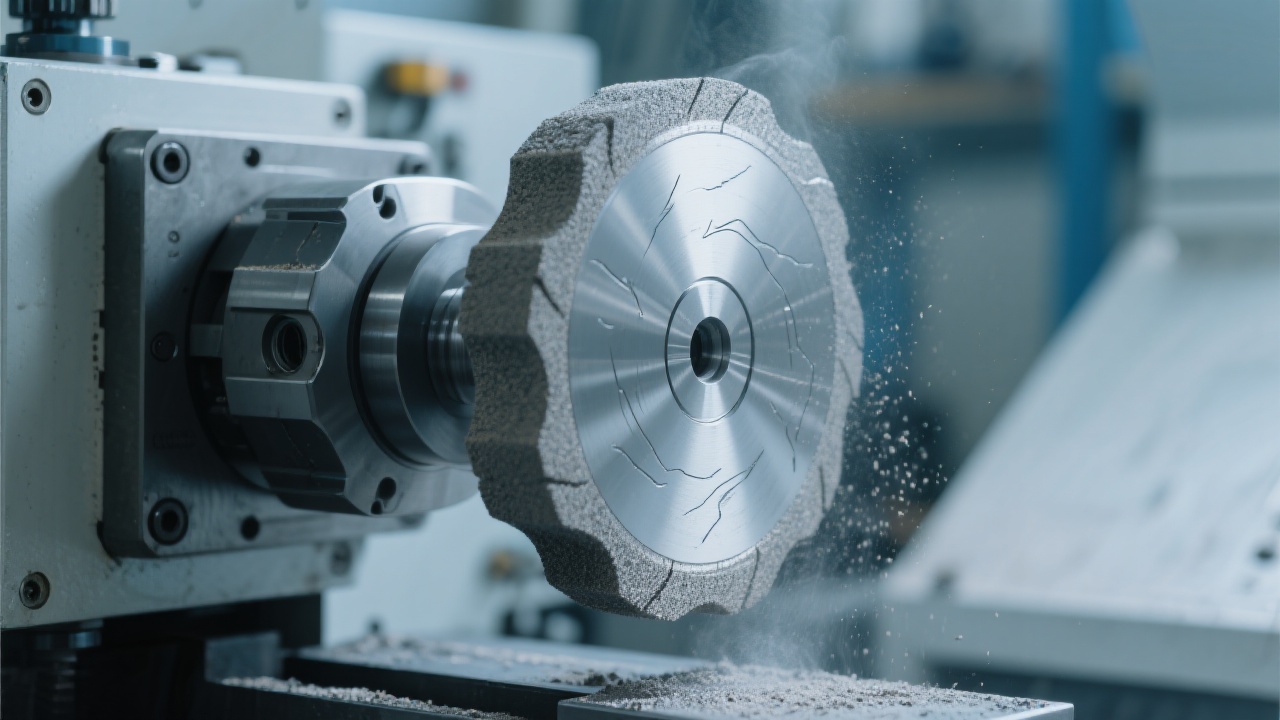
在精密金属加工领域,尤其是针对球墨铸铁这类高硬度、易脆裂材料的去毛刺处理中,砂轮几何形状的选择直接决定了研磨效率、表面一致性与设备寿命。UHD超硬材料有限公司基于多年技术积累,系统分析了常见砂轮结构对切削路径、压力分布及排屑性能的影响。
根据实际工况测试数据,平面型砂轮适用于大面积平整区域,单次进给可实现约15%~20%的去除率提升;而球形砂轮则因接触弧长更短,在复杂曲面或边缘处表现出更强的适应性——实测显示其毛刺残留率降低至≤5%。锥形砂轮在斜面过渡区表现优异,尤其适合汽车制动盘等部件的精细修整。
传统平面砂轮常因局部过热导致树脂结合剂碳化,寿命缩短约30%。相比之下,UHD研发的优化型锥形砂轮通过分散切削力,使温度峰值下降12°C以上,有效延长使用寿命并减少粉尘排放。据德国某汽车零部件制造商反馈:“使用定制锥形砂轮后,车间噪音从78dB降至65dB以下。”
“我们曾因砂轮选型不当造成批量工件烧伤,后来改用UHD提供的球形+锥形组合方案,不仅提升了精度,还减少了返工时间。” —— 某中国重型机械厂工艺主管
对于非规则轮廓(如齿轮齿根、法兰凸台),单一几何形态难以兼顾效率与质量。建议采用“主砂轮+辅助修整”策略:以球形为主导提高覆盖率,辅以小锥角砂轮完成细节精修。这种组合方式已被多个CE认证项目验证,平均研磨周期缩短25%,且符合ISO 13849安全标准。

无论您是技术工程师还是采购决策者,选择合适的金刚石砂轮几何结构,都是迈向高效、稳定、绿色加工的第一步。UHD提供全面的定制化砂轮设计服务,支持快速响应您的具体工况需求。

 93
|
93
|
 环保型切割片
真空钎焊金刚石切割片
金属加工耐久性
工业粉尘控制
CE认证切割片
环保型切割片
真空钎焊金刚石切割片
金属加工耐久性
工业粉尘控制
CE认证切割片
 366
|
灰铸铁加工
金刚石砂轮
表面光洁度优化
刀具寿命延长
真空钎焊金刚石工具
366
|
灰铸铁加工
金刚石砂轮
表面光洁度优化
刀具寿命延长
真空钎焊金刚石工具
 446
|
金刚石锯片崩刃
灰铸铁切削加工
热应力控制
切削参数优化
铸造加工
446
|
金刚石锯片崩刃
灰铸铁切削加工
热应力控制
切削参数优化
铸造加工
 163
|
金刚石锯片崩刃
灰铸铁切割工艺优化
锯片热应力控制
切削参数设置指南
UHD真空烧结技术
163
|
金刚石锯片崩刃
灰铸铁切割工艺优化
锯片热应力控制
切削参数设置指南
UHD真空烧结技术
 390
|
金属切削粉尘控制
真空钎焊金刚石锯片
铸造厂减少排放
工业粉尘和烟雾减排
超高清金刚石切割片
390
|
金属切削粉尘控制
真空钎焊金刚石锯片
铸造厂减少排放
工业粉尘和烟雾减排
超高清金刚石切割片




















