

在机械制造和精密铸造领域,灰铸铁因其良好的铸造性能、成本效益和减震特性被广泛应用于发动机缸体、机床底座等关键部件。然而,其高硬度、易产生毛刺和切削热集中的特点,长期困扰着加工精度与效率——传统高速钢或硬质合金刀具往往仅能维持8–12小时连续作业寿命,且表面粗糙度难以稳定控制在Ra 1.6μm以下。
灰铸铁中石墨片状结构导致材料内部应力分布不均,在切削过程中极易形成微裂纹并扩展为崩刃;同时,高温下石墨与刀具发生化学反应,加速磨损。据行业调研数据,约67%的企业因刀具寿命短而被迫增加换刀频次,平均停机时间占比达总工时的15%,严重影响产能利用率。

针对上述难题,UHD推出的金属真空钎焊金刚石砂轮片采用99.9%纯度单晶金刚石颗粒,通过真空钎焊技术实现与基体的冶金结合,避免了电镀或树脂粘结带来的脱落风险。实测数据显示,该砂轮在相同工况下刀具寿命提升至35–50小时,且表面粗糙度可稳定保持在Ra 0.8μm以内。
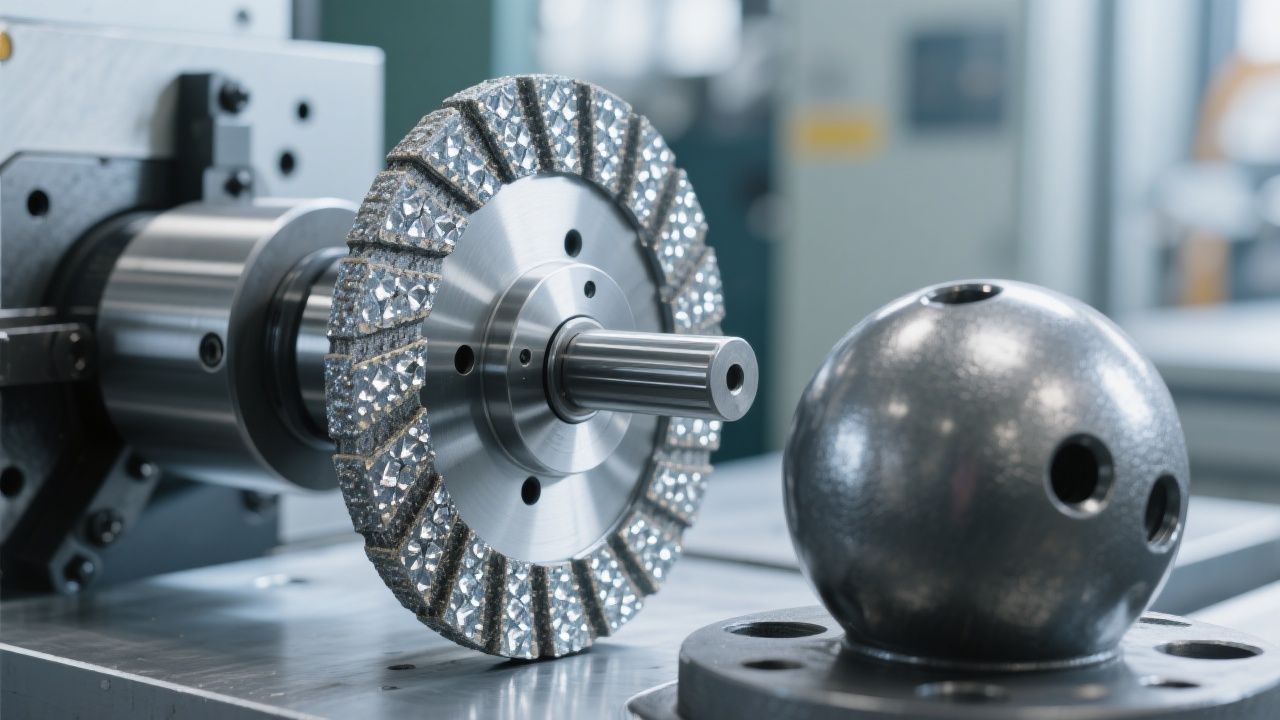
更关键的是,UHD提供定制化几何设计服务——如负前角+小后角组合可显著增强切削稳定性,减少振动;多刃分段布局则有效分散热量,防止局部过热导致的砂轮烧伤。这些细节优化已帮助多家汽车零部件厂商将废品率降低30%以上。
我们建议用户基于实际设备能力进行参数调试:转速控制在800–1200 rpm之间,进给量设定为0.05–0.1 mm/rev,配合冷却液流量≥15 L/min,即可实现高效低耗的稳定加工。UHD还提供免费的加工参数模拟软件支持,帮助客户快速验证方案可行性。
维护方面,定期使用超声波清洗仪清除砂轮孔隙中的积屑,可延长使用寿命20%以上。若发现异常噪音或表面光洁度下降,请立即停止作业并联系售后团队——UHD承诺48小时内响应,确保生产不中断。
技术不止于理论,更在于落地后的每一道工序、每一次提速、每一项改进。

 366
|
366
|
 灰铸铁加工
金刚石砂轮
表面光洁度优化
刀具寿命延长
真空钎焊金刚石工具
灰铸铁加工
金刚石砂轮
表面光洁度优化
刀具寿命延长
真空钎焊金刚石工具
 376
|
金刚石锯片崩刃
灰铸铁切削优化
锯片热应力控制
切削参数设置
铸造切割解决方案
376
|
金刚石锯片崩刃
灰铸铁切削优化
锯片热应力控制
切削参数设置
铸造切割解决方案
 134
|
定制化金刚石磨盘
汽车铸铁零部件加工
灰铸铁加工效率
磨盘几何设计
高速铸铁加工
134
|
定制化金刚石磨盘
汽车铸铁零部件加工
灰铸铁加工效率
磨盘几何设计
高速铸铁加工
 356
|
金刚石磨盘
灰铸铁加工
金属真空钎焊工具
提高切削效率
超硬材料刀具
356
|
金刚石磨盘
灰铸铁加工
金属真空钎焊工具
提高切削效率
超硬材料刀具
 81
|
金刚石锯片性能检测
极端环境切割工具
锯片磨损判断方法
灰铸铁切割解决方案
球墨铸铁切割技术
81
|
金刚石锯片性能检测
极端环境切割工具
锯片磨损判断方法
灰铸铁切割解决方案
球墨铸铁切割技术
.png?x-oss-process=image/resize,m_fill,h_200,w_200/format,webp)










.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)



.png?x-oss-process=image/resize,m_fill,h_400,w_400/format,webp)



