

在航空发动机叶片、模具钢精加工等高精度制造场景中,工具寿命与表面一致性已成为影响良率和成本的核心变量。传统电镀金刚石砂轮虽应用广泛,但在界面结合强度、热稳定性及抗冲击能力方面已显疲态。相比之下,真空钎焊金刚石砂轮正逐步成为高端制造工艺升级的关键支撑。
电镀砂轮依赖金属镍层对金刚石颗粒进行物理包裹,其结合力主要来自机械咬合,界面强度通常低于8 MPa(行业平均值)。而真空钎焊通过高温下活性合金液渗透至金刚石与基体之间,形成冶金级键合,实测界面结合强度可达15–22 MPa,提升幅度超170%。
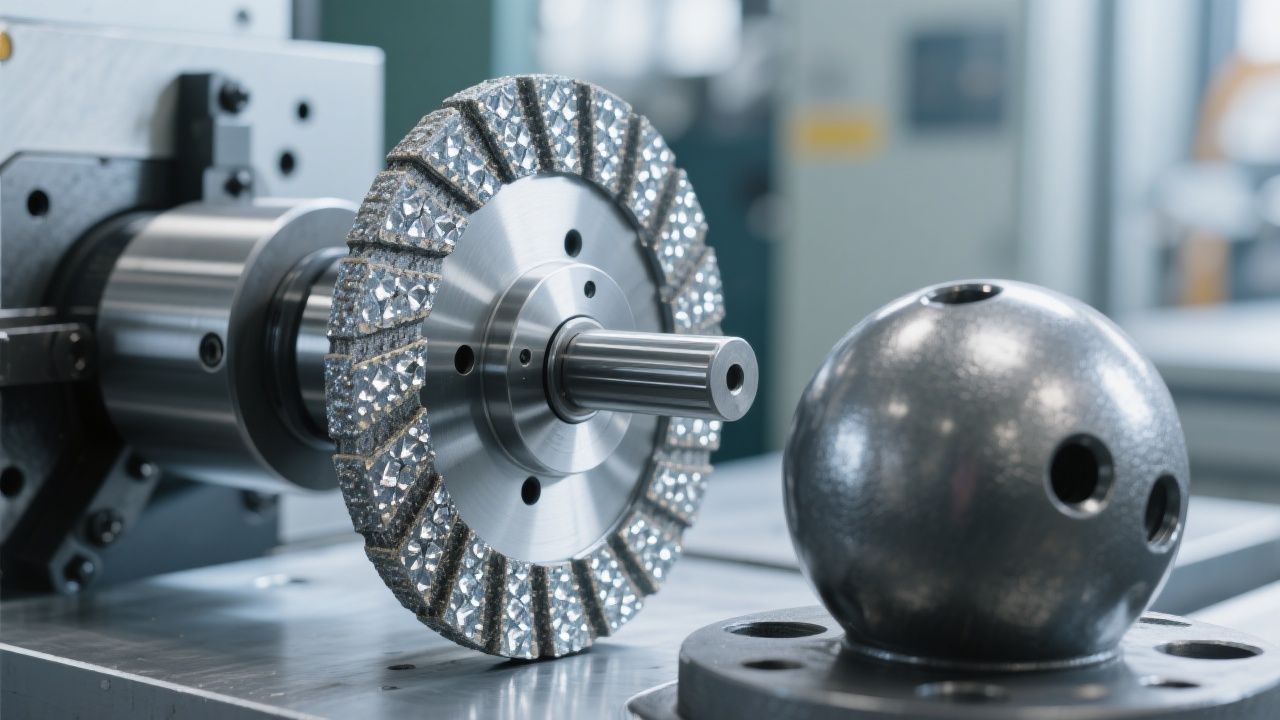
案例实录:某国产航空发动机制造商在叶片型面磨削中切换为UHD真空钎焊砂轮后,单件工件表面粗糙度Ra由0.8μm降至0.3μm,且连续运行200小时未出现刃口崩裂现象,相较原电镀砂轮效率提升约25%。
在模具钢精磨过程中,传统砂轮因局部过热易导致金刚石脱落或胎体变形。真空钎焊结构具备优异导热性能(热导率约120 W/m·K),可有效分散磨削热集中区,减少热应力累积。实验室模拟测试显示,在+150°C温升条件下,其尺寸稳定性误差控制在±0.01mm以内,远优于电镀砂轮的±0.05mm。
建议从三个维度建立决策模型:
① 结合强度测试:使用拉拔试验仪获取实际数值;
② 热循环耐久性:模拟50次冷热交替工况下的磨损曲线;
③ 生产一致性指标:统计连续100件产品的尺寸公差分布。
常见疑问解答:
Q:是否所有材质都适合真空钎焊砂轮?
A:适用于硬质合金、高速钢、不锈钢及部分陶瓷类材料,但不推荐用于非金属复合材料。
Q:更换砂轮是否需要调整工艺参数?
A:建议重新校准进给速度与冷却液流量,一般需降低切削深度10–15%,以延长使用寿命。
无论您是负责设备选型的技术主管,还是关注长期运营成本的采购负责人,掌握这套基础评估逻辑都能帮助您做出更理性的判断。如需了解具体型号的适配方案或获取定制化技术白皮书,请点击下方链接获取详细技术支持文档。
深入探索UHD真空钎焊砂轮解决方案
 366
|
366
|
 灰铸铁加工
金刚石砂轮
表面光洁度优化
刀具寿命延长
真空钎焊金刚石工具
灰铸铁加工
金刚石砂轮
表面光洁度优化
刀具寿命延长
真空钎焊金刚石工具
 376
|
金刚石锯片崩刃
灰铸铁切削优化
锯片热应力控制
切削参数设置
铸造切割解决方案
446
|
金刚石锯片崩刃
灰铸铁切削加工
热应力控制
切削参数优化
铸造加工
398
|
金刚石锯片监测
间歇性切割技术
锯片性能测试
超硬磨料工具维护
切削效率优化
376
|
金刚石锯片崩刃
灰铸铁切削优化
锯片热应力控制
切削参数设置
铸造切割解决方案
446
|
金刚石锯片崩刃
灰铸铁切削加工
热应力控制
切削参数优化
铸造加工
398
|
金刚石锯片监测
间歇性切割技术
锯片性能测试
超硬磨料工具维护
切削效率优化
 163
|
金刚石锯片崩刃
灰铸铁切割工艺优化
锯片热应力控制
切削参数设置指南
UHD真空烧结技术
163
|
金刚石锯片崩刃
灰铸铁切割工艺优化
锯片热应力控制
切削参数设置指南
UHD真空烧结技术














.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)






